为了让您更好地了解平凉 当地 激光切割机,金属激光光纤切割机精选优质材料产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:平凉 当地 激光切割机,金属激光光纤切割机精选优质材料的图文介绍

华宇诚数控科技有限公司
平凉光纤激光切割机排名供应厂家
可接急单品质过关
自产自销库存充足
平凉光纤激光切割机排名的详细介绍
货源直销实力优品

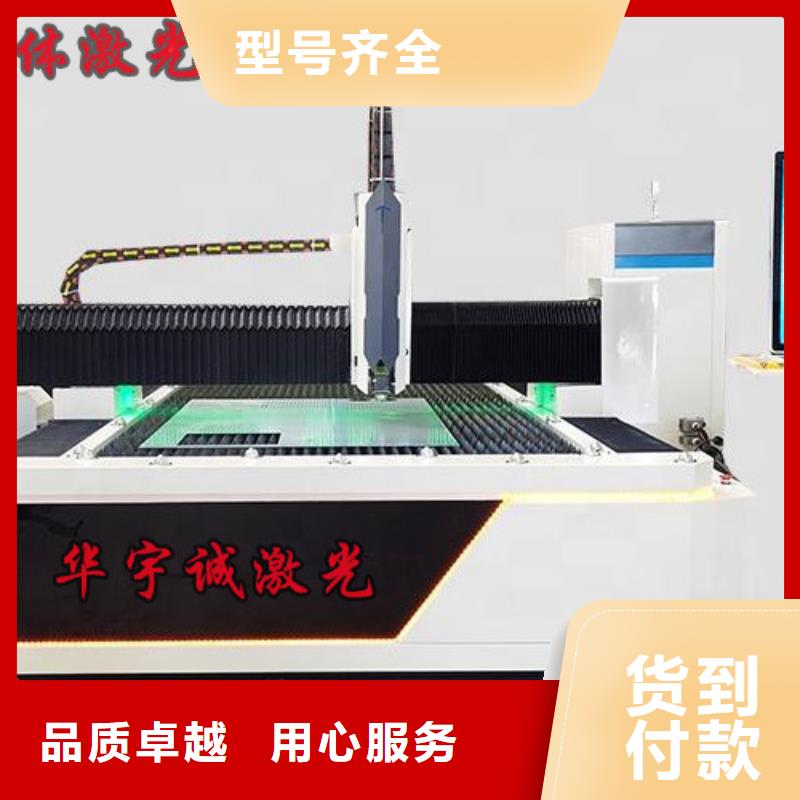
激光切割机是现在市场上一种非常受欢迎的切割设备,由于其高精度、高效率、切割速度快等特点,广泛应用于机械加工、船舶制造、五金模具、钣金加工、健身器材等行业中,那么激光切割机的作用有哪些呢?下面就由武汉华宇诚数控科技有限公司为大家详细介绍一下。
激光切割机的优势
首先,使用激光切割机可以缩短加工时间,提高加工效率。因为在生产中,如果想要在一分钟内完成一个零件的加工,那么就需要耗费大量的时间和精力。而激光切割机可以通过对工件进行切割,直接将工件的材料加工成所需要的形状,减少加工时间。
其次,使用激光切割机还可以提高工作效率。现在市场上大部分的激光切割机都是应用于金属材料切割行业的,而在金属加工过程中都是需要切割金属原材料才能完成的。如果想要快速完成所有切割工序,可以选择激光切割机,限度的节省人工、缩短工件生产周期,提高工作效率。
第三,使用激光切割机可以实现高质量加工。切割时激光束会聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。使用激光切割的工件精度高、速度快、质量好、切割面光滑无毛刺。
,使用激光切割机还可以降低成本,金属原材料的价格昂贵,采用传统的金属切割工艺,需要花费很多的人工和材料成本。还会产生较多的金属废料,增加耗损。使用激光切割机生产就可以降低材料成本,节省人工。
以上就是关于激光切割机作用的介绍。随着社会不断发展,工业生产也变得越来越自动化、智能化和自动化了。很多厂家为了提升工件的切割质量和效率,都选择使用激光切割机进行生产。

华宇诚数控科技有限公司
多年平凉光纤激光切割机排名行业经验值得信赖
华宇诚数控科技有限公司生产的 平凉光纤激光切割机排名、等产品。我公司现已成为集 平凉光纤激光切割机排名、技术咨询、产品设计、制造、安装调试、售后服务于一体的公司,形成了一整套规范化、科学化、系统化管理体系。 公司以“艰苦奋斗”为企业精神,“以顾客为中心,依靠科技创新、推出高效、节能,奉献社会”为企业理念,让用户满意。我公司诚挚欢迎新老客户光临惠顾!




 扫一扫
扫一扫













